目前多层板生产厂家在单板生产过程中, 采用传统的有卡定心圆木旋切机进行加工,这种加工方法精度高,质量好。但是, 由于卡心的存在, 旋切圆木直径在200 mm 左右时,就无法在有卡旋切机上加工;而且圆木直径较小时, 圆木刚度降低, 旋切单板质量较差, 这时如果将剩余的木芯抛弃或加工成木工芯板,均会造成原材料的极大浪费,从而增加单板的生产成本。 于是厂家普遍采用无卡圆木旋切机对剩余木芯进行再次旋切, 使原材料得到了充分利用。
无卡旋切机的工作原理示意图如下: 圆木在2 个旋转中心固定滚和1 个旋转中心移动滚的共同驱动下作旋转运动, 并由此产生旋切动力。 动驱动滚中心支承和旋切刀相对固定, 并一起移动,这样旋切刀就把薄板从圆木上刨出来, 而单板厚度则由动滚与旋切刀口间隙以及旋切刀的移动速度控制。 动滚与旋切刀口的间隙是相对固定的, 由机床刀口间隙调整装置调整, 取决于所旋切板材的厚度,而旋切刀的移动速度通过控制系统控制驱动电机的转速。 因此旋切刀的移动速度也就间接决定了单板的厚度。从以上可以看出,由于驱动滚的旋转速度是恒定的,即圆木的旋转线速度恒定, 随着圆木直径的变化, 圆木的角速度是变化的, 即圆木旋转一圈所需的时间也跟着变化, 因此旋切刀的移动速度是一个变值,是一种非线性关系.传统圆木无心旋切机的控制主要是采用2T 系列电磁调速器变频调速的方法,通过采用手动调节旋扭或用凸轮曲线调节的方式改变控制器的输入电压来改变电机的速度。 这种旋切控制方法产生的板厚误差达1 mm 之多。 因此设计一套能够准确控制旋切刀移动速度达到控制旋切板材厚度的系统就显得尤为重要。系统设计的基本思路是:
(1) 建立准确的数学模型;
(2) 接管原有的速度控制系统, 达到精确的速度控制。
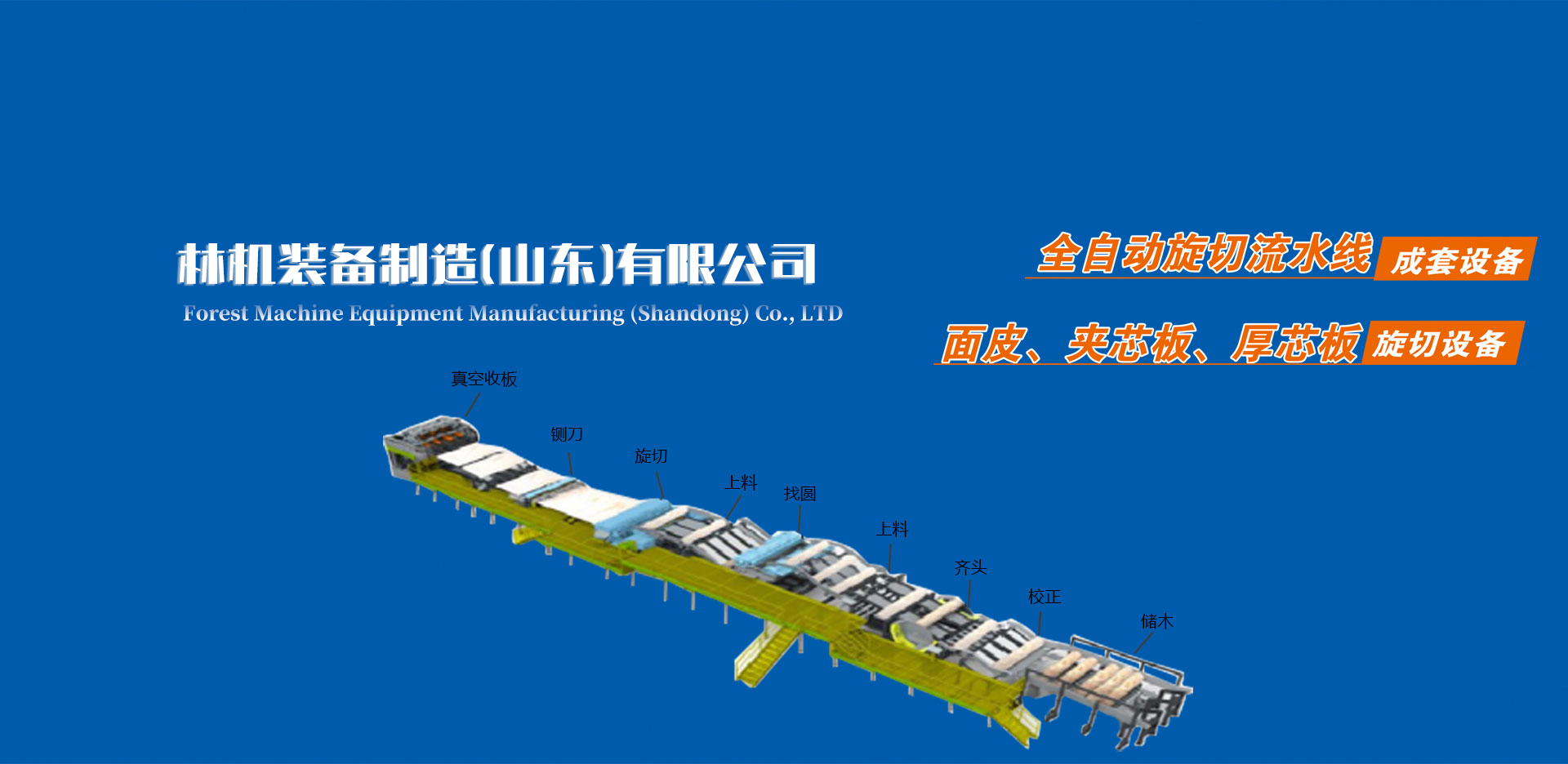
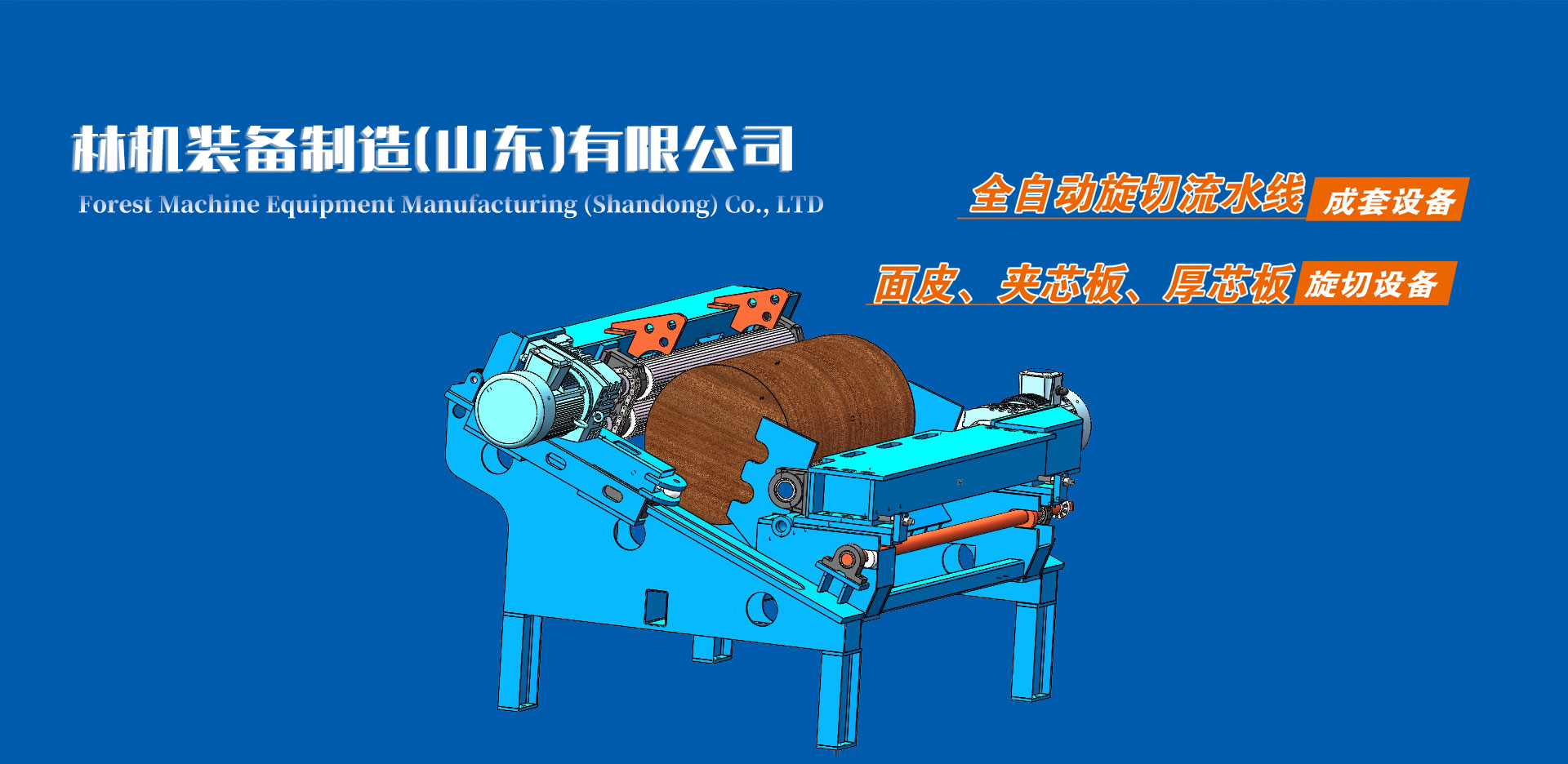
旋切机是生产胶合板的主要设备之一,随着科学的发展,数控旋切机的出现大大提高了工作效率。下面小编主要介绍一下数控旋切机的8大特点:
1、变频微电脑控制,人机界面,摇杆操作方式,简单方便。
2、木皮精度高?旋切速度快。
3、木皮厚度1.0~3.6mm之间任意微调。
4、刀门自动调整,从大径到小径的旋切过程更加合理。
5、采用燕尾滑道,丝杠进给方式。
6、丝母采用高耐磨锡青铜制造?使用寿命超长。
8、旋皮切皮一体机更精准、更安全。
本公司技术力量雄厚,研发生产的水冷系列、风冷系列等空气压缩机,广泛应用于吹瓶、纺织、军工、铁路、交通、化工、医药科研、机械、食品、仪表、建筑、水利、喷砂、喷漆等多种领域。盛力佳生产的尊力牌空压机致力成为名牌产品,为广大用户提供质量稳定、技术领先、安全可靠的机械产品。